Съдържание: [скрий]
- Методи за заваряване на полиетиленови тръби
- Отделни видове тръбни връзки от полиетилен
- Избор на най-рационален метод за свързване на PE тръби
Използването на полиетиленови тръби (PE) осигурява възможност за полагане на тръбопроводи на места, където преди това не е било възможно такова действие. Тръбите от този тип се използват при монтажа на напорни тръбопроводи, канализация, дъждовни води, дренажни системи. С тяхна помощ се извършва подмяна на остарели комуникации в условията на дълги улици на големи градове.

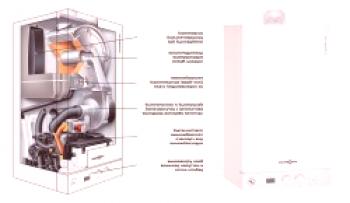
Схема на устройството на полиетиленовата тръба.
Тръбите от полиетилен с ниско налягане (HDPE) създават достойна конкуренция между колегите от чугун и стомана, с по-добра производителност. Работата с тях включва по-ниски разходи за труд по време на монтажа.
Свързването на полиетиленовите тръби се извършва по два основни начина. В една версия има разделени възли, които могат да бъдат разглобени по време на работа. При друг метод те изпълняват монолитна фуга, която не е по-малка от интегралната тръба за издръжливост. Всеки метод е ефективен за обхвата на приложение, но може да се използва и в части от една система.
Методи за заваряване на полиетиленови тръби
Заварените съединения имат издръжливост, която позволява сглобеният тръбопровод да се разглежда като цялостен дизайн, без да се отчита спадът в якостта на фугите.
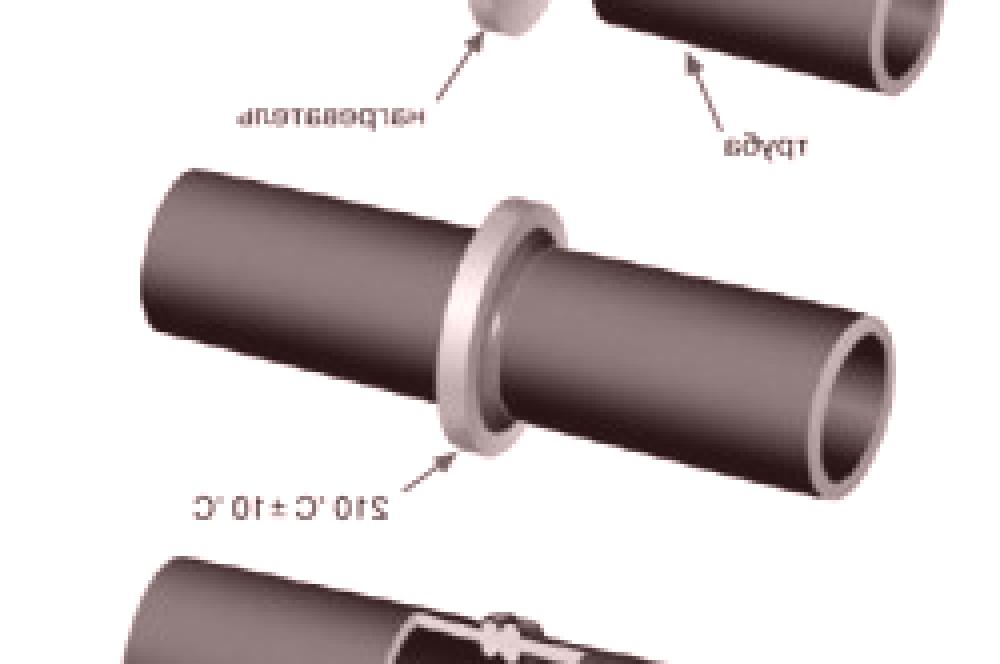
Схема на челно заваряване на полиетиленови тръби.
Гъвкавостта, запазена след инсталацията, го прави възможнода се извърши монтаж на тръбопровод по повърхност с последващо опаковане в траншея. Това свойство също улеснява операциите по безтраншейно обновяване на мрежи. Косвени връзки се извършват чрез заваряване с помощта на електромотора и заваряване на дантела. Обосновани са техните приложения за тръбопроводи с високо налягане.
Заваръчните шевове на полиетиленови тръби с диаметър над 50 mm са били използвани в продължение на няколко десетилетия. Крайното заваряване се извършва с помощта на заваръчно-инсталационен модул, който свързва тръби от полиетилен с диаметър 4 мм. Единицата се допълва със следните елементи:
- електрически задвижван затвор;
- центратор;
- нагревателен елемент;
- хидравличен агрегат;
- набор от уши с диаметър от 40 до 630 mm
Някои модели на комплекта са оборудвани с електронен регулатор на температурата и друг размер.
Процесът на заваряване се извършва в следния ред:
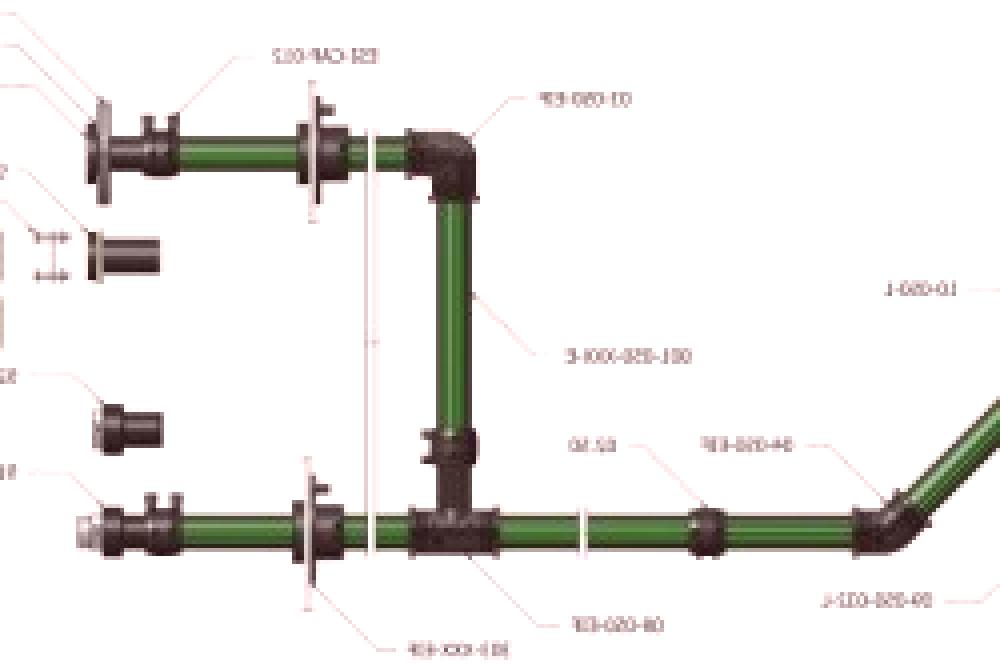
Схема на свързване на полиетиленови тръби.
За заваряване е желателно да се прилагат тръби и оформени елементи от една произведена партида. Необходимо е също така да се контролира съвпадението на диаметрите в съединението, величината на елиптичността. Деформациите на ръбовете, свързани помежду си, не трябва да бъдат повече от 10% от дебелината на стената на тръбата.
По време на заваряването е важно да се поддържат параметрите на процеса, изброени в таблицата, приложена към комплекта заварка:
- температурата на нагревателния елемент по време на работа;
- дълбочината на топене на ръбовете;
- натискът върху съединението по време на топене и обсада.
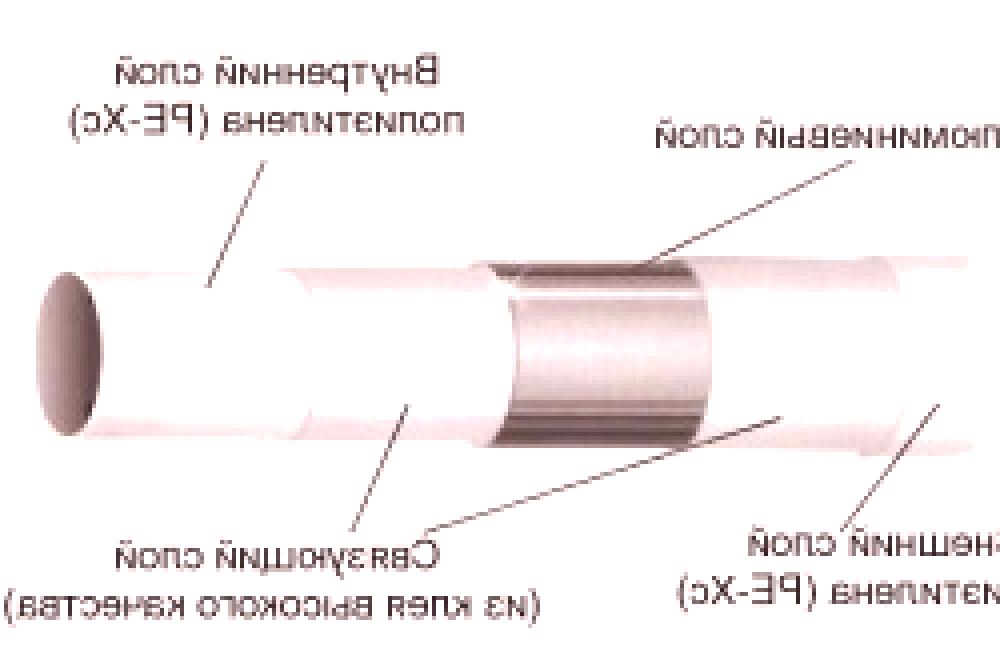
Схемата на структурата на полиетиленовата тръба.
Технологията на електрозаваръчната заварка се основава на приложението на нагревателни елементи, интегрирани в оформените елементи на тръбопроводите. Това са щепсели, кранове, разклоняващи се седалки, тройници и др. Когато се подава електрически ток, вградената спирала се загрява и профилната част се заварява към края на тръбата. Този вид заваряване се използва по-често при ремонтни работи по тръбопроводите. Използвайки го, можете да направите линия в експлоатираната линия.
Както при заваряване на лицето, заварените повърхности на елементите се почистват добре и се обезмасляват, отстраняват се праховите и оксидни филми. В процеса на заваряване и дветечастите трябва да бъдат фиксирани неподвижно както по време на подаването, така и по време на охлаждането. Заварените конструкции, получени чрез електромоторно заваряване, могат да бъдат експлоатирани под налягане до 16 атмосфери. Но в сравнение с метода на изкълчване, тази технология изисква високи разходи.
Обратно към съдържанието
Отделни видове тръбни връзки от полиетилен
Най-често използваните сплит възли са фланцови връзки. Използва се за монтиране на тръбопроводи със значителен натиск, при монтиране на спирателни вентили или при монтиране на метални елементи на системи. За свързване посредством метален фланец, втулката се заварява към края на полиетиленовата тръба. Фланецът, фиксиран върху него, позволява да се закрепи РЕ тръба с кран, помпа, стоманена тръба и др.
x
Важно е фланците да нямат остри изпъкнали ръбове и издатини, които могат да повредят PE тръбите. Материалът се нагрява чрез гореща пара, въздух, течност или топлинно излъчване, за да се създадат барабани и избухвания. Ако дебелината на бюретата е по-малка от дебелината на стената, съединителят се използва само за тръбопроводи с ниско налягане.
В случай на малък обем монтажни работи и тръби с малък диаметър, когато използването на заваръчна инсталация не е много практично, а фланцовото свързване е невъзможно, свързването се извършва чрез компресионни (компресионни) фитинги.
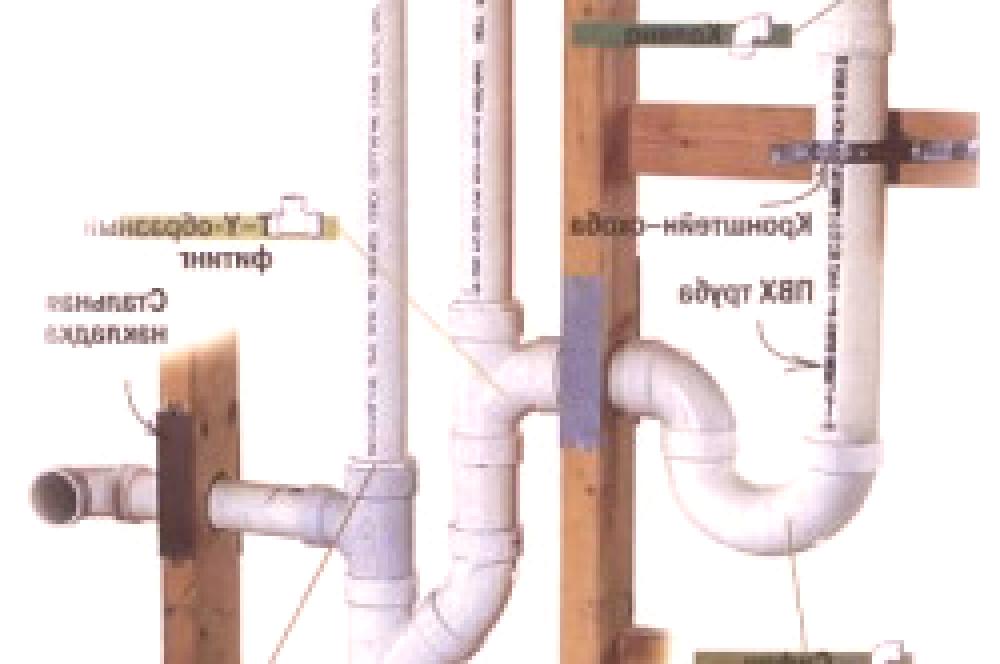
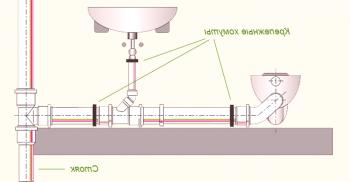
Схема на свързване на полиетиленови канализационни тръби.
Цангови връзки създават при монтажа на тръбопроводи с малък диаметър от инсталацията на възел на компресияфитинги.Те са предназначени за налягане до 25 атм.и се използват при свързване на тръби с диаметър не повече от 63 mm.Якостта на фугата осигурява рязане на пластмасовата преграда.Уплътнете уплътнителния пръстен с гумено уплътнение.В този случай монтажът на фитинги не изисква специално оборудване.
Най-простите методи за свързване на PE тръби могат да се отдадат на тръбната връзка.Но в повечето случаи тя се прилага само за системи без налягане (например за канализационна система).Фиксирането на тръби и фитинги се извършва с помощта на гумен уплътнителен пръстен.По време на работа, ако е необходимо, тръбопроводът лесно се разглобява.Удобно използване на тръбни връзки при свързване на сифони към кухненски мивки.Премахването на абразия с такава връзка не е трудно.
Обратно към съдържанието
Изборът на най-рационалния метод за свързване на полиетиленови тръби
Решаването на начина на свързване на полиетиленовите тръби следва да излезе от специфичните условия на бъдещите монтажни работи: работно наляганев тръбопровода за полагане, диаметъра на използваните тръби, вида на свързващите елементи.
x
Независимо от това какви инструменти се използват за свързване на PE тръби, ефективността на тяхното използване е неоспорима. Когато инсталирате системи от този материал на практика не губи. Скоростта на операциите с тяхната връзка е по-висока в 2-4 пъти в сравнение с металните колеги. Основното им предимство е ниската цена. Те са 30% по-евтини от стоманени поцинковани аналози, равни по диаметър.