При електрическо заваряване за загряване на метала се използва електрическа дъга. Това се случва между частта и електрода - пръчка от проводим метал (понякога от неметали). От температурата на дъгата се стопява металът. Зоната на топене в точката на свързване на части се нарича заваръчен (заваръчен) шев. За различни метали и различни видове съединения, техниката на заваряване, позицията на електрода, скоростта на неговото движение, амплитудата може да се промени. Как да готвя шев правилно, така че връзката се оказа не само надеждна, но и красива, нека поговорим по-нататък.
Видове заварки и съединения
- 1 Видове заварки и съединения1.1 Композитно съединение (шев дантела) 1.2 Припокриваща се връзка 1.3 Tavre и ъглово свързване1.3.1 Заваряване на ъглови съединения 1.4 Ситуация в космоса
- 1.1 Връзка (съединения)
- 1.2 Припокриваща се връзка
- 1.3 Tavre и ъглово свързване1.3.1 Заваряване на ъглови съединения
- 1.3.1 Заваряване на ъглови съединения
- 1.4 Ситуация в пространството
- 2 Как се приготвя шев2.1 Заваряване на вертикални фуги 2.2 Как се готви хоризонтален шев 2.3 Таванна шева
- 2.1 Заваряване на вертикални съединения
- 2.2 Как се готви хоризонтален шев
- 2.3 Таванна шев
- 3 Почистване на заваръчни шевове
- 4 Дефекти в заваръчните съединения4.1 Непорести 4.2 подбиване 4.3 Изгаряне 4.4 Пори и приливи 4.5 Студени и горещи пукнатини
- 4.1 Непровари
- 4.2 Подбиване
- 4.3 Горене
- 4.4 Пори и импулси
- 4.5горещи пукнатини
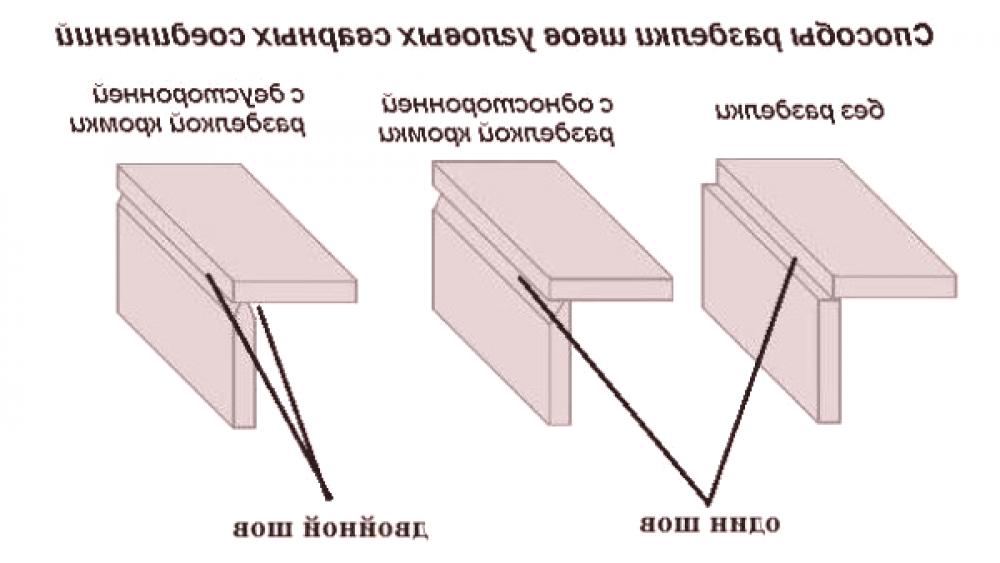
Китките имат доста широка класификация.На първо място, те са разделени според вида на съюза на работниците.В зависимост от изискванията за надеждност, шевът може да бъде нанесен на едната или на двете страни.За двустранно заваряване дизайнът изглежда по-надежден и по-добре държи формата.Ако шевът е един, често се оказва, че продуктът се припокрива: шевът "тегли".Ако са две, тези сили се компенсират.
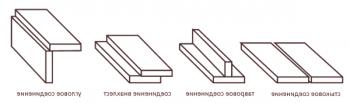
Заваръчните шевове в зависимост от вида на връзката са челни (бод), телец, обиколка и ъгъл (За да увеличите размера на картината, кликнете с десен бутон върху него)
Не е възможно да се отбележи, че металът не трябва да е ръждясал, за да се получи качествена заварка.Ето защо, местата за заваряване са предварително zakurivayut или обработени файл - до пълното изчезване на ръжда.Освен това, в зависимост от изискванията, независимо дали ръбът е изцеден или не.
Съединителна връзка (шев дантела)
Шевът в заваръчния шев се използва, когато се свързва ламарина или краищата на тръбите.Детайлите са подредени така, че между тях има разстояние от 1-2 мм, ако е възможно плътно фиксирани скоби.В процеса на заваряване междината се пълни с разтопен метал.
Тънка ламарина - до 4 мм дебелина - заварена без предварителна подготовка (отстраняване на ръжда не е в сметката, задължително).В този случай гответе само от едната страна.С дебелина на частите от 4 мм, шевът може да бъде единичен или двоен, но е необходимо да се обличат краищата на един от начините, представени на снимката.
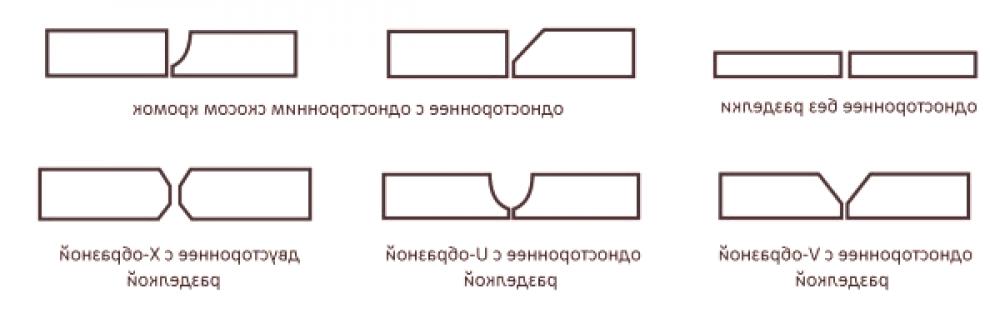
Видове подготовка на части за заваряване на дантели
- С дебелина от 4 mm до 12 mm, шевът може да бъде единичен. След това ръбът се почиства по някой от начините. По-удобно е за дебелина от 10 мм да се прави едностранно приготвяне, а по-дебели части се почистват по-често под формата на букви. Ако се повишат изискванията за качеството на заваряването, с дебелина повече от 6 мм е необходимо да се отстранят двете страни и двойния шев - от едната и от другата страна.
- При заваряване на метал с дебелина от 12 mm облицовка, точно необходим двоен шев, не е възможно да се нагрява такъв слой от едната страна. Подрязване на двустранни ръбове, под формата на буквата H. За да се използва такава дебелина от V или U с оформящи се ръбове, не е изгодно: те трябва да запълнят няколко пъти повече метал. Поради това, консумацията на електродите се увеличава и скоростта на заваряване е значително намалена.
Обработка на метални ръбове при съединяване на части (За да увеличите размера на картината, щракнете с десния бутон върху нея)
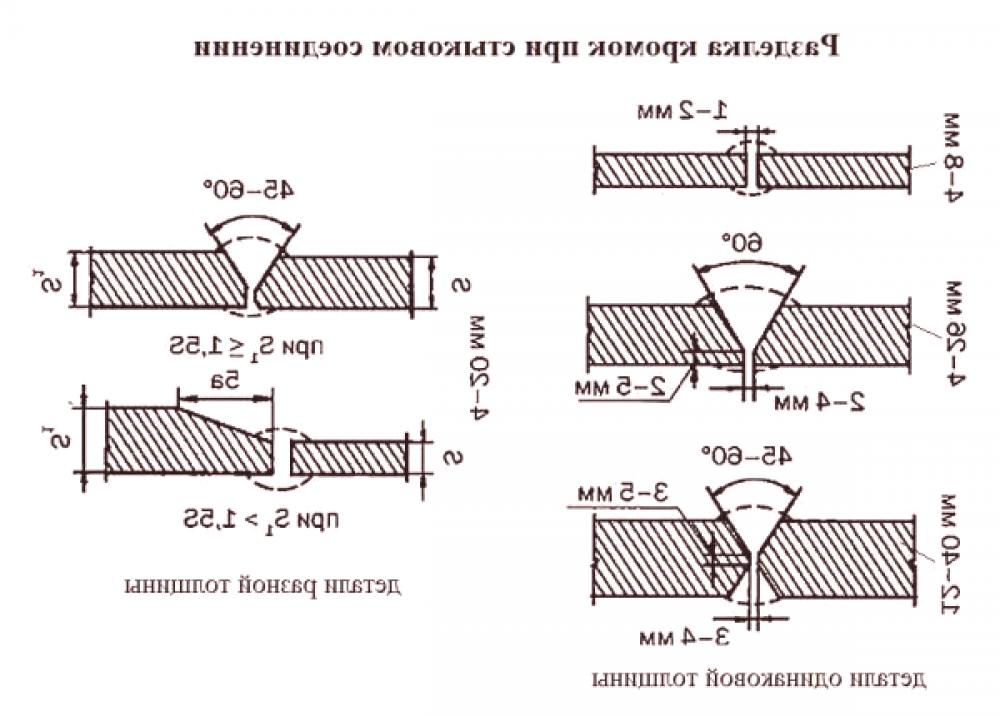
Ако все още е решено да се готви голям метал с едностранна механична обработка, ще бъде необходимо да се запълни шева на няколко прохода. Такива шевове се наричат многослойни. Както и в този случай, за готвене на шева е показано на фигурата по-долу (цифри показват реда на полагане на слоеве от метал по време на заваряване).
за заваряване на тънки метални инверторни заваряване, прочетете тук.
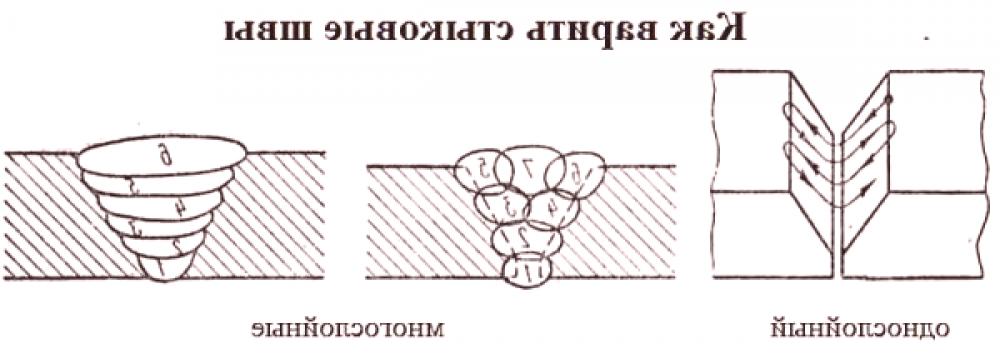
Как да приготвите бод: еднослоен и многослоен (За да увеличите размера на картината, щракнете с десния бутон върху него)
Връзка за наслагване
Този тип връзка се използва за заваряване на ламарина с дебелина до 8 мм. Сварете я от двете страни, за да предотвратите попадането на влага в листата и няма корозия.
Когато се изпълнява шевът отгоре, е необходимо правилно да се избере ъгълът на наклона на електрода. Тя трябва да бъде около 15-45 °. След това се получава надеждна връзка. Огъването в една или друга посока на по-голямата част от разтопения метал не е на границата, а от страната, силата на връзката е значително намалена или частите остават несвързани.
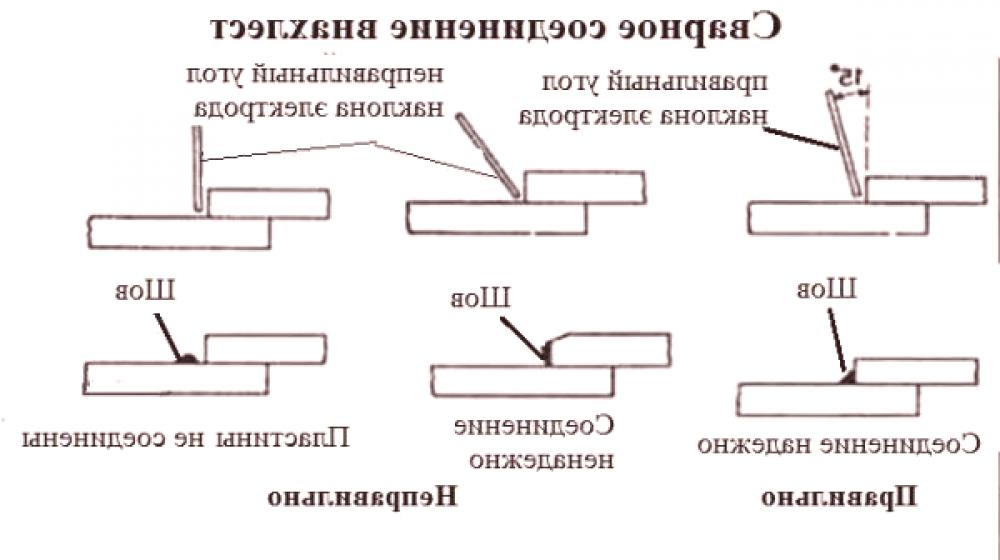
Как да задържате правилно електрода при застъпване на заваряването (За да увеличите размера на картината, щракнете с десния бутон върху него)
Телесна и ъглова връзка
Тавровската връзка в заваряването е буквата "Т", ъгълът - буквата "Р". Връзката с механата може да бъде с един шев или два. Ръбовете също могат да се справят или не. Необходимостта от обработка на ръба зависи от дебелината на заварените части и от броя на съединенията:
- дебелина на метала до 4 мм единичен шев - без краища;
- дебелина от 4 мм до 8 мм - двойно острие без ръбове;
- от 4 mm до 12 mm - единичен шев с една странична обработка;
- от 12 мм ръб са отрязани от двете страни, а шевовете също са направени две.
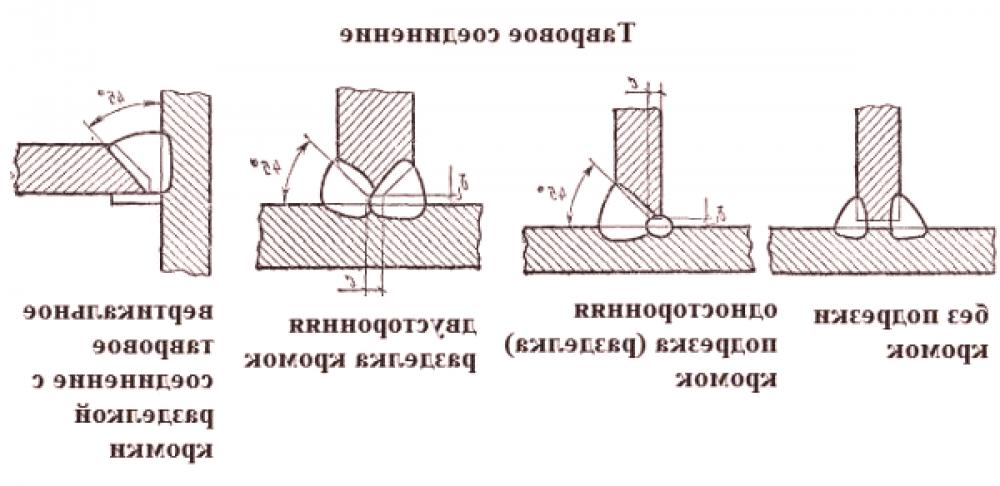
Видове заварени съединения: телесна връзка с обработка (обрязване) на ръбове и без
Ъгловият шев може да се счита за част от Телека. Препоръките тук са същите: тънък метал може да бъде заварен без кант, за по-голяма дебелина е необходимо да се отстрани частта от едната или от двете страни.
Как се приготвя метал за ъглово съединение (с един или два шева)
Ъглите и опашките понякога трябва да се варят от двете страни (два шева). За правилното приготвяне на този шев, частите се завъртат така, че металните равнини да са под същия ъгъл. На снимката този път е подписан "в лодката". По-лесно е да се изчисли движението на електрода, особено на новодошлия при заваряването.
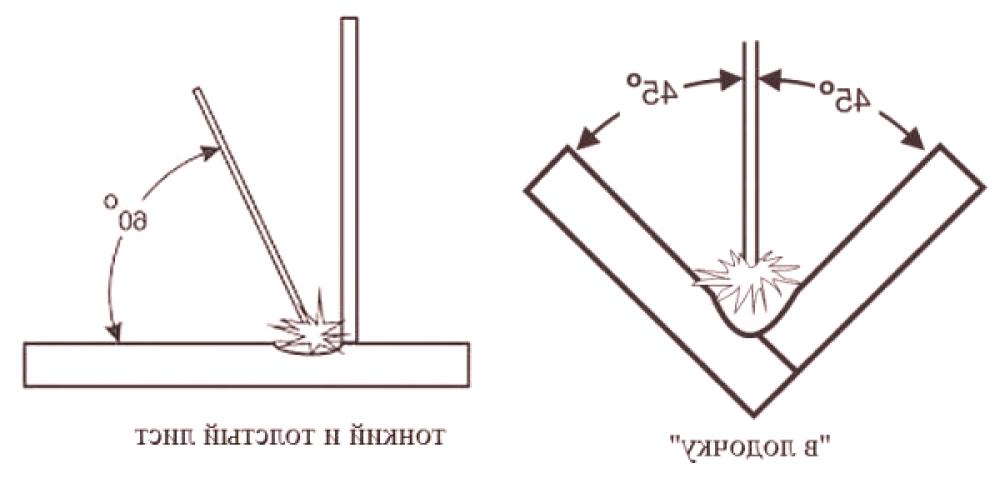
Как да се готви шев: "в совалката" и при свързване на метали с различна дебелина
При свързване на тънък и дебел метал ъгълът на наклона на електрода трябва да бъде различен - около 60 ° до по-дебела част. В тази ситуация по-голямата част от топлината трябва да е върху нея, тънкият метал не гори, което може да се случи, ако ъгълът на наклона е 45 °.
Заваряване на ъглови съединения
При заваряване на ъглови съединения е необходимо да се следи състоянието и движението на електрода. Трябва да имате шев с равномерно пълнене. По-лесно е да осъзнаете това, ако поставите детайлите за заваряване в совалката, но това не винаги е така.
Ако долната равнина е хоризонтално, често се оказва, че на вертикалната равнина, както и в самия ъгъл на метала, тя е малка: тя се спуска. Това се случва, ако електродът е в горната част на ъгъла за по-малко време от неговите странични повърхности. Движението на върха на електрода трябва да бъде еднакво. Втората причина е твърде големият диаметър на електрода, който не позволява да се спуска по-долу и да се затопли мястото на съединението.
За да се избегне този дефект, дъгата се нагрява на хоризонтална повърхност (в точката "А"), като електродът се придвижва доВертикална повърхност, след това я завъртете с кръгови движения. Когато електродът е над бода, той има наклон от 45 °, като се движи нагоре ъгълът леко намалява (снимка на изображението вляво), при преместване на хоризонтална повърхност, ъгълът се увеличава. С такава техника шевовете ще се запълват равномерно.
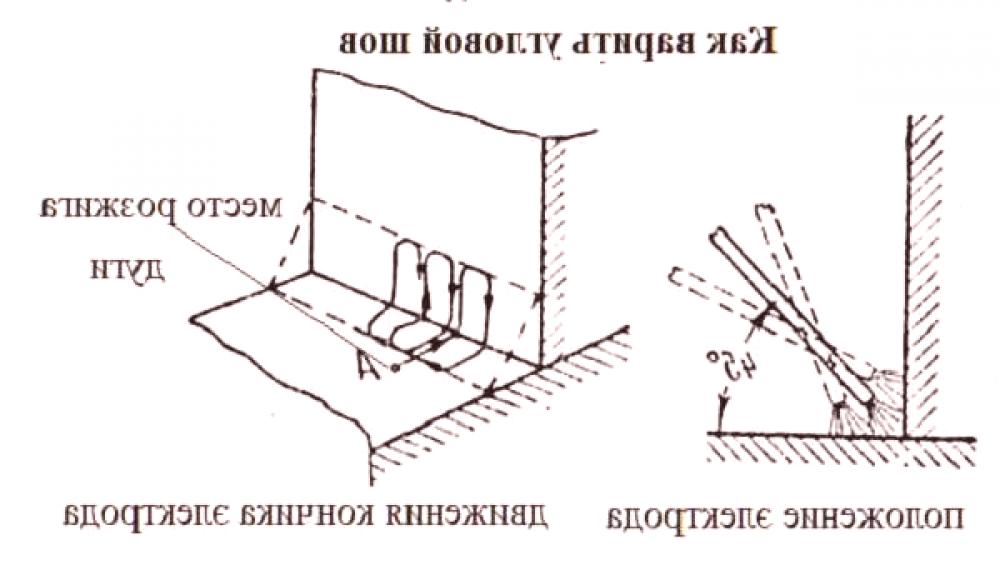
Заваряване на ъгловия шев - положение и движение на електрода
При заваряване на ъглови връзки следете факта, че времето за намиране на електрода във всичките три точки (от страните и в центъра) е същото.
Относно избора на електроди за инверторни заваръчни машини, прочетени тук.
Ситуация в космоса
Освен различните видове съединения, шевовете могат да бъдат раздалечени различно. Те са в долната позиция. За заварчика е най-удобно. По-лесно е да се контролира заварена баня. Всички останали - хоризонтални, вертикални и таванни шевове - изискват известни познания за заваръчната техника (за това как да се готвят такива шевове прочетете по-долу).
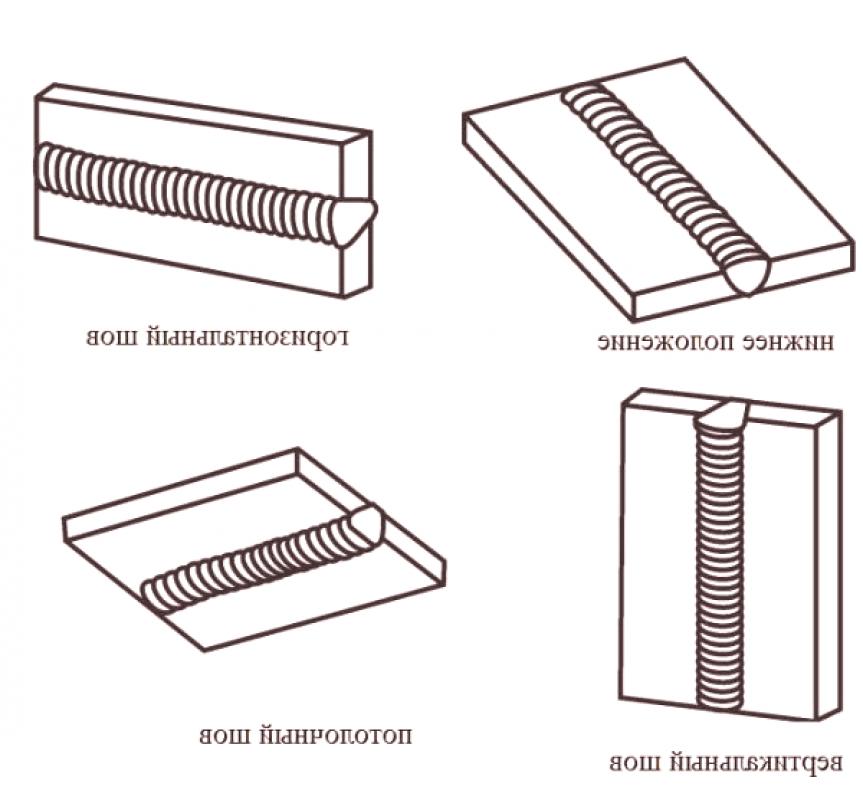
Видове заварки в положение в пространството: вертикално хоризонтално, таван
Как да готвя шев
При заваряване в долно положение не възникват трудности дори в началото на заварчика. Но всички други разпоредби изискват познания за технологиите. Всяка позиция има свои препоръки. Техниката на извършване на заварки от всеки тип се разглежда по-долу.
Заваряване на вертикални съединения
При заваряване на части, които са в изправено положение, стопеният метал се подлага на силагравитацията пада надолу.За да избегнете падане на капки, използвайте по-къса дъга (върхът на електрода е по-близо до заварената баня).Някои майстори, ако са позволени от електроди (не залепват), обикновено почиват върху частта.
Приготвянето на метала (кант) се извършва в съответствие с вида на свързването и дебелината на заварените части.Тогава те се фиксират в дадена позиция, свързват се с няколко сантиметра къси къси кръстосани шевове - "съединители".Тези шевове не позволяват частите да бъдат изместени.
Вертикалният шев може да се приготвя отгоре надолу или отдолу нагоре.По-удобно е да се работи отдолу нагоре: тази дъга избутва заварената вана, като я предпазва от спускане надолу.По-лесно е да се направи качествен шев.
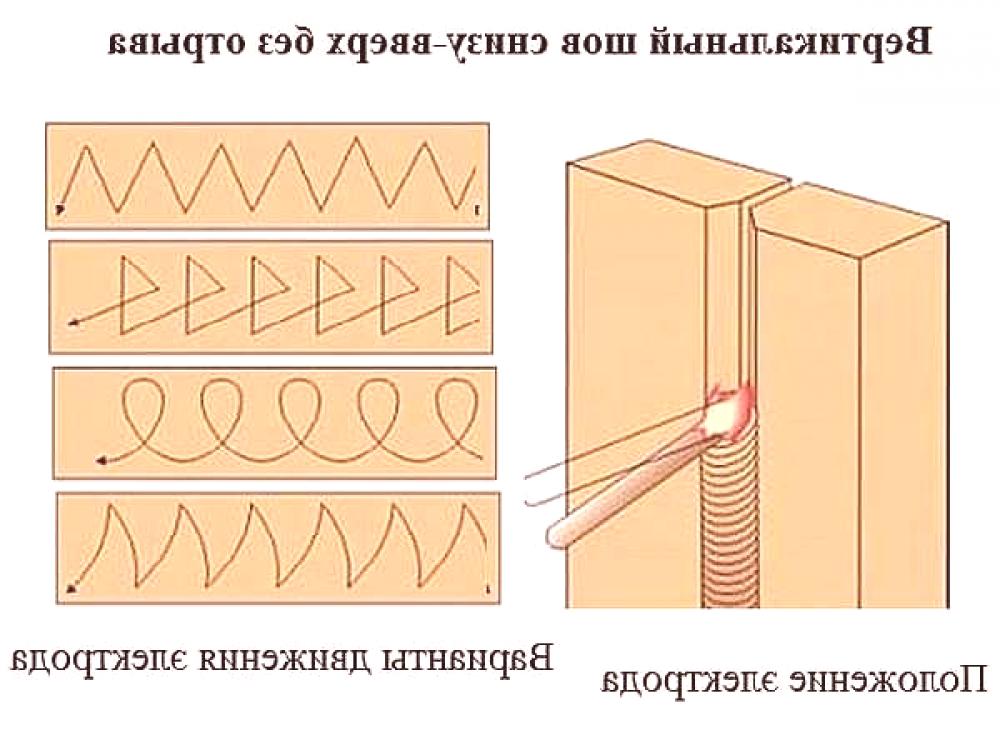
Как да се готви вертикален шев отдолу нагоре: положението на електрода и възможните движения
Това видео показва как правилно да се навива вертикалният шев чрез заваряване с движение на електрода отдолубез прекъсване.Техниката на къса ролка също беше демонстрирана.В този случай, движението на електрода става само нагоре и надолу, без хоризонтално изместване, шевовете стават почти плоски.
Извършването на връзката на части във вертикално положение може да се извърши отделно.За начинаещи заварчици това може да бъде по-удобно: по време на празнината металът има време да се охлади.С този метод можете дори да огънете електрода на заварения рафт на кратера.Толкова е по-лесно.Моделът на движенията е практически същият като без прекъсване: от страна на страна, с примки или "къс валяк" - нагоре и надолу.
Как се готвиБезшевен вертикален шев виж следващото видео. Този видео урок показва влиянието на силата на тока върху формата на шева. В общия случай, токът трябва да бъде 5-10 A по-малък от препоръчания за този тип електрод и дебелина на метала. Но, както е показано във видеото, то не винаги е справедливо и се определя експериментално.
Понякога вертикалният шев се приготвя отгоре надолу. В този случай, ако дъгата се запали, дръжте електрода перпендикулярна на заварените повърхности. След като се запали в такова положение, загрейте метала, след това понижете електрода и гответе в такава позиция. Заваряването на вертикалния шев от върха до дъното не е много удобно, изисква добър контрол на заварената баня, но по този начин може да се постигнат добри резултати.
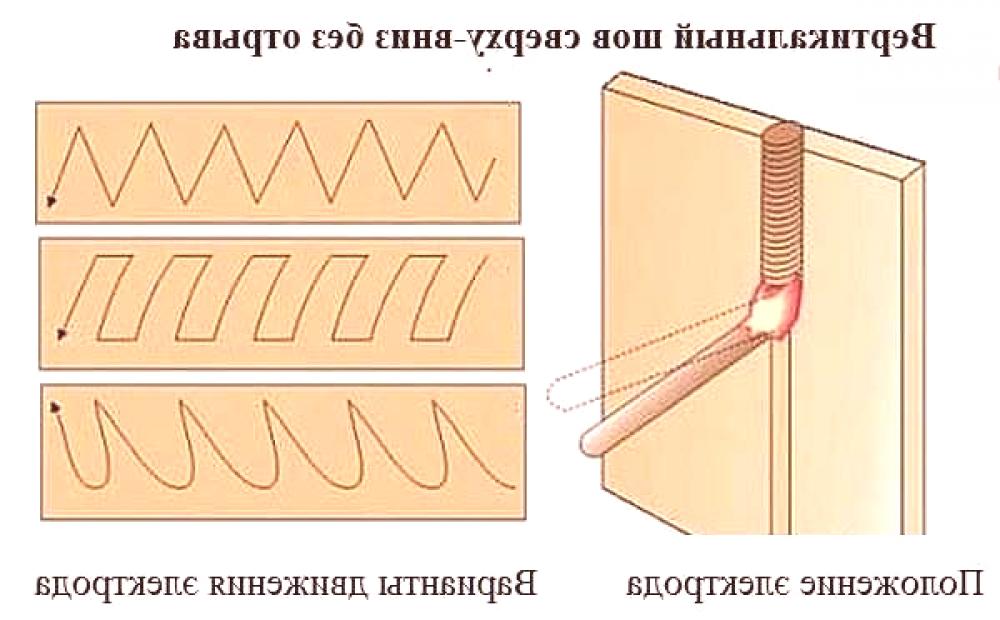
Как да се готви вертикален шев с електрическо заваряване отгоре надолу: положението на електрода и движението на върха му
Как се готви хоризонтален шев
Хоризонталният шев на вертикалната равнина може да се носи от ляво на дясно и от ляво на дясно. Няма разлика, на кого е по-удобно, той готви. Както при заваряване на вертикален шев, ваната ще се стопи. Следователно ъгълът на електрода е доста голям. Избира се в зависимост от скоростта и текущите параметри. Най-важното е да държите банята на място.
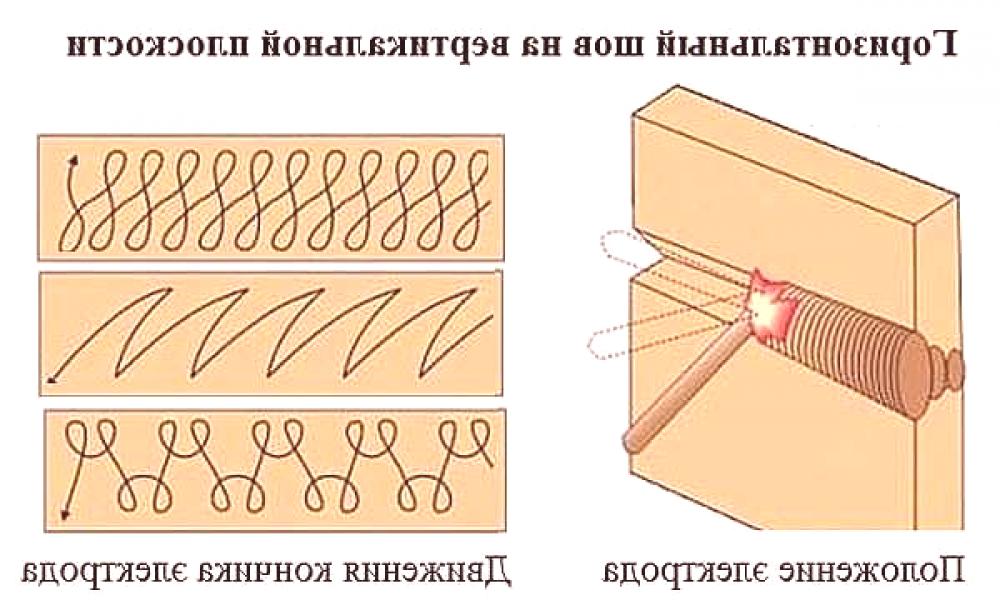
Заваряване на хоризонтални фуги: положение и движение на електрода
Ако металът се оттича, увеличете скоростта на движение, по-малко затопляйте метала. Друг начин е да се направи откъсване. За тези кратки интервали металът се охлажда леко и не изтича. Можете също такалеко намаляване на силата на тока. Прилагайте всички тези стъпки само на етапи, а не всички наведнъж.
Видеото показва как правилно да се заварява метал в хоризонтално положение. Втората част на валяка около вертикалните шевове.
Таванна шев
Този вид заварена връзка е най-сложната. Изисква висока изработка и добър контрол на заварената баня. За да се изпълни този шев, електродът се държи под прав ъгъл спрямо тавана. Къса дъга, скоростта е постоянна. Извършвайте главно кръгови движения, удължавайте шева.
Почистване на заваръчни шевове
След заваряването на повърхността на метала има пръски от скала, капки метал и шлака. Самият шев обикновено е изпъкнал, изпъкнал над повърхността. Всички тези недостатъци могат да бъдат премахнати: почистване.
Почиствайте заваръчните шевове след заваряването стъпка по стъпка. На първия етап, с помощта на длето и чук, скалата и шлаката от повърхността се свалят. На втория, ако е необходимо, сравнете бод. Тук имате нужда от инструмент: български, оборудван с шлифовъчен диск на метала. В зависимост от това колко гладка трябва да се използва повърхността, се използват различни абразивни зърна.
Понякога по време на заваряване на пластмасови метали е необходимо да се нанесе покритие на заварка с тънък слой разтопен калай.
Дефекти в заваръчните шевове
В началото на заварчиците често при извършване на шевове има грешки, които водят до дефекти. Някои от тях са критични, други не. Във всеки случай е важно да можете да идентифицирате грешката, за да я поправите по-късно. Най-често срещанитеСред недостатъците на новодошлите - различна ширина на шева и неговото неравномерно пълнене. Това се случва, защото на непостоянни движения на електрод върха, промяна на скоростта и обхвата на движение. С придобиването на опит, тези недостатъци са все по-малко забележими след известно време да изчезнат напълно.
Други грешки - при избора на размера и тока дъга - може да се определи формата на шева. В думи да се опише им е трудно, е по-лесно да обрисуват. Снимката по-долу показва основните дефекти във формата - резултати и неравномерно пълнене предписани причините, които го причинили.
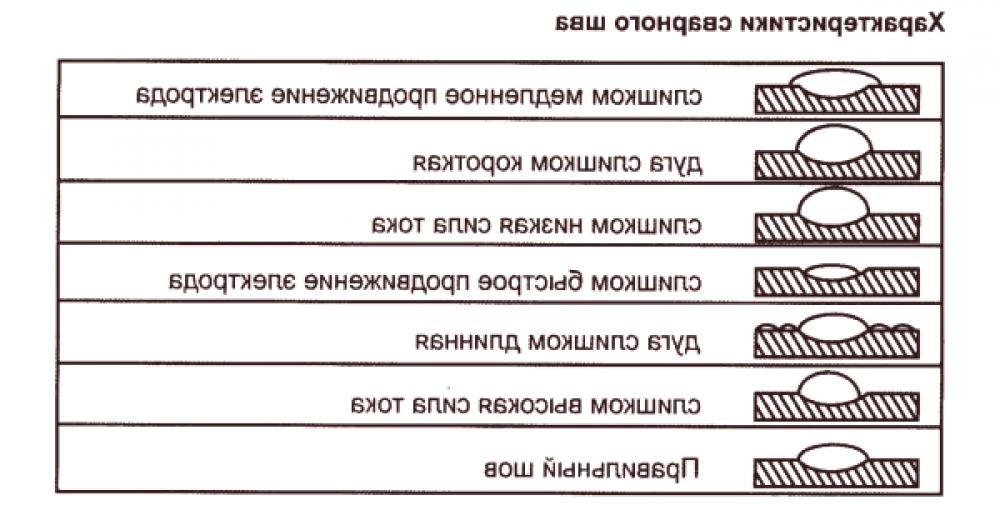
грешки, които могат да възникнат по време на заваряване
липса на проникване
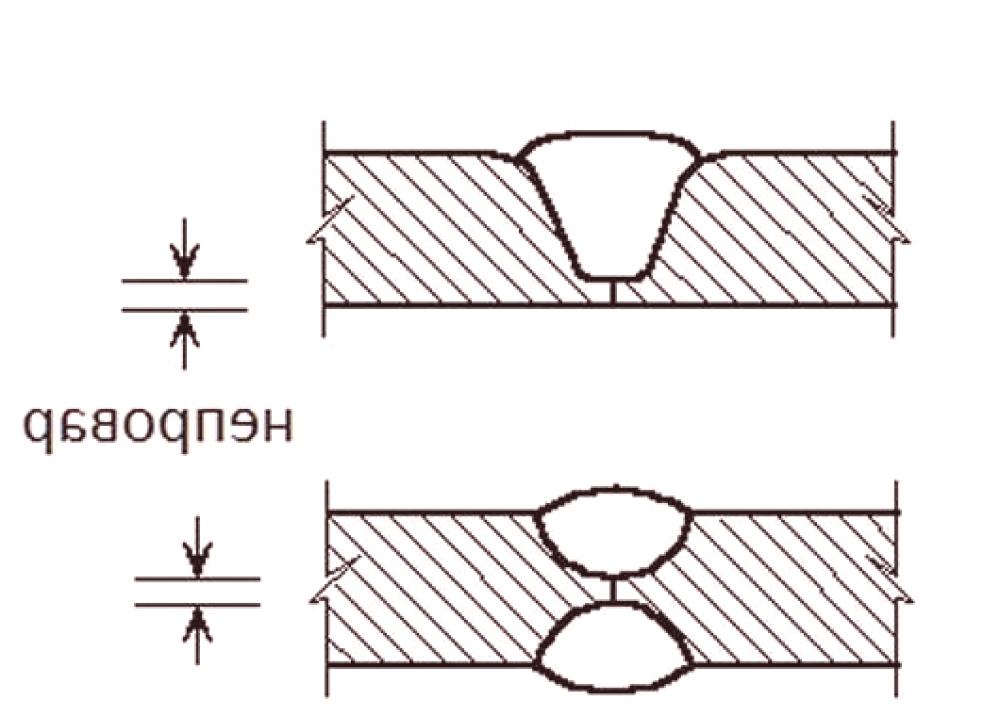
Една от грешките, които позволяват новак заваръчни, липса на проникване
Този дефект е непълна пълнене на частите на съединителни. Този недостатък трябва да се регулира, тъй като това се отразява на здравината на връзката. Основните причини:
- посредствено заваръчния ток;
- с висока скорост;
- недостатъчни ръбове обучение (когато заваряване дебели метали).
елиминира се регулират електрически и намаляване на дължината на дъгата. Бране правилно всички параметри на това явление отказан.
На избора на инвертор заваръчни машини за къщи и вили тук.
резултати
Този дефект - бразда по шев на метала. Обикновено, причинени от твърде дълго дъга. Шевът е широк температурен дъга за отопление не е достатъчно. Металът се втвърдява бързо по краищата, формиращи тези канали. "Лекувани" по-къс дъга или регулиране на тока впо-голяма страна
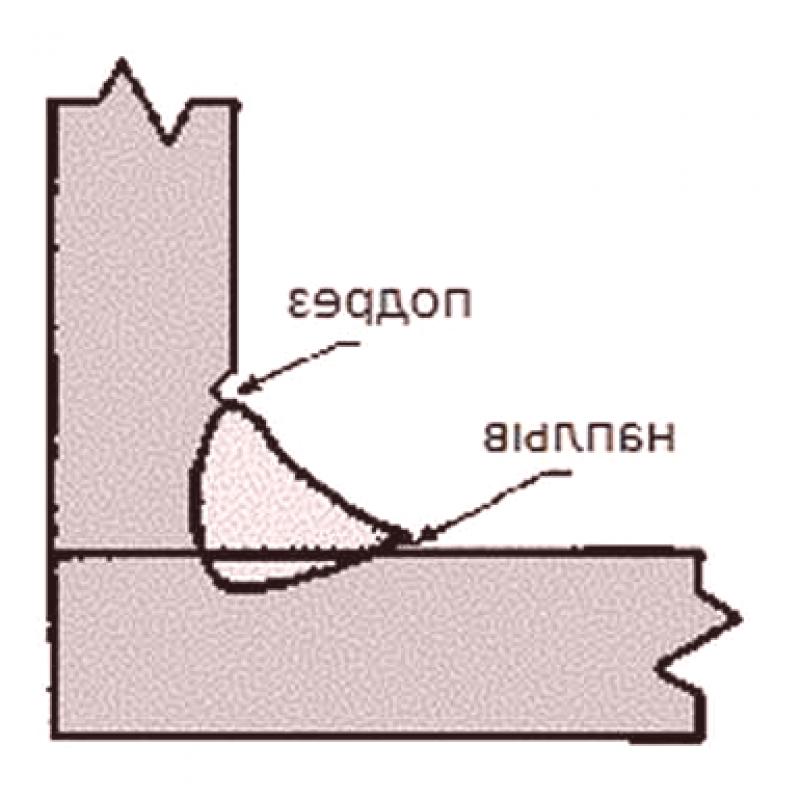
Подрязване в ъглова връзка
В случай на ъглово или таймерно свързване, режещият инструмент се формира поради факта, че електродът е по-ориентиран към вертикалната равнина. След това металът се стича надолу, отново се оформя жлеб, но по друга причина: прекалено нагряване на вертикалната част на шва. Отстранява се чрез намаляване на силата на тока и /или съкращаване на дъгата.
Изгаряне
Това е проходен отвор в заварен шев. Основни причини:
- твърде голям ток на заваряване;
- недостатъчна скорост;
- твърде голямо разстояние между ръбовете.

Това е начинът, по който шевът се заварява при заваряване
Методите за корекция са ясни - ние се опитваме да намерим оптималния режим на заваряване и скоростта на движение на електрода.
Пори и приливи
Порите приличат на малки отвори, които могат да бъдат групирани във верига или разпръснати по повърхността на шева. Това е недопустим дефект, тъй като значително намалява якостта на съединението.
Пори се появяват:
- в случай на недостатъчна защита на заварената баня, прекомерно количество защитни газове (нискокачествени електроди);
- по време на зоната на заваряване, която отклонява защитните газове и кислородът влиза в стопения метал;
- при наличие на замърсявания и ръжда върху метала;
- недостатъчна обработка на краищата.
Притоците се появяват при заваряване със смукателни проводници при неправилно избрани режими и параметри на заваряване. Те са застоял метал, който не е свързан с основната част.
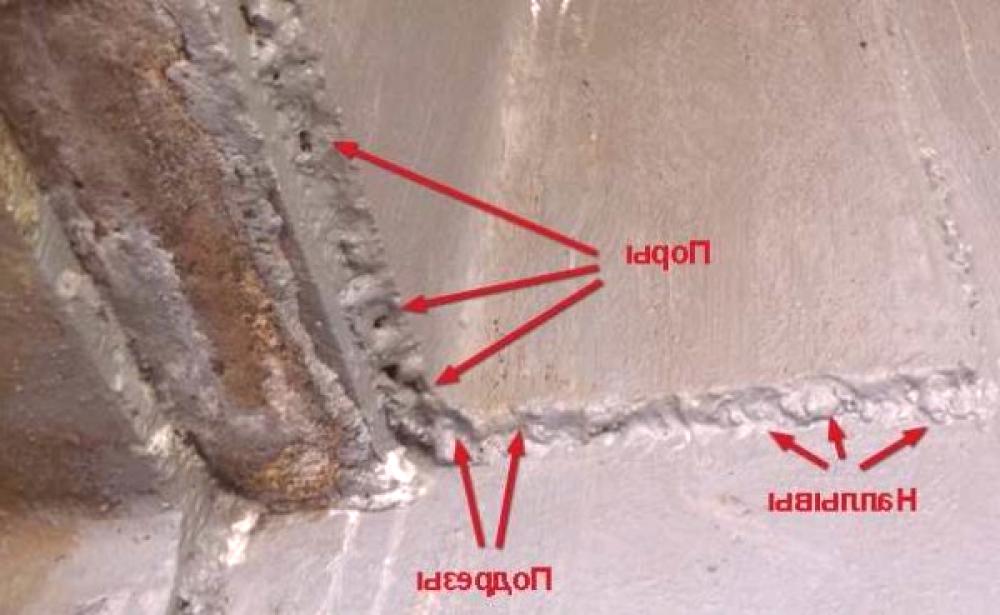
Основни дефекти на заварки
Студени и горещи пукнатини
В процеса на охлаждане на метала се появяват горещи пукнатини.Може да бъде насочена по протежение на шева.Студът се появява вече в студен шев в случаите, когато товарът за този тип шев е твърде голям.Студените пукнатини водят до разрушаване на заварени съединения.Тези недостатъци се третират само чрез повторно заваряване.Ако има твърде много недостатъци, шевът се нарязва и се налага отново.
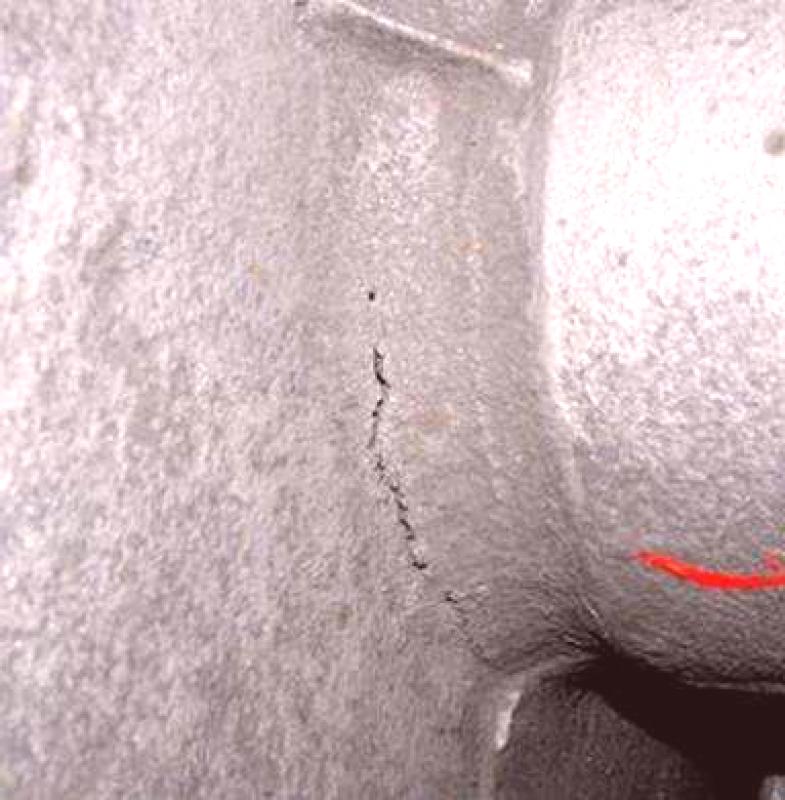
Студените пукнатини водят до разрушаване на продукта
Техниката на заваряване с инверторна апаратура е описана тук.







